



A leader in straws and food packaging
Stone is a market leader with over 40+ years of experience manufacturing straws and food packaging. Over the past four decades, we’ve built a reputation for quality, reliability, flexibility, sustainability, and best value.
Our mission is to continue to be a reliable partner to our customers. We are proud to offer smart, safe, sustainable solutions to the foodservice packaging industry.


The Stone difference
We’re committed to partnering with you to lead the way for environmental change.
Achieve your sustainability initiatives with our flexible eco-friendly food packaging options, our compostable and paper straws, and our new product development option, all of which bridge the gap between sustainability and performance.
We’ve invested in state-of the-art equipment to reduce our carbon footprint and CO2 emissions, optimized our scrap levels to less than 1% or lower, and when possible, offer bulk packaging to our customers.
Stone has 40 years of experience when it comes to supplying straws and food packaging. With a customer-centric focus, we partner closely with our trusted freight providers to ensure reliable supply of your products, offering industry leading on-time-delivery and fill-rate.
Quality is important to us and to our customers. Stone performs rigorous quality tests and controls during manufacturing, administered before production, hourly during production, and at the start of each shift.
All our products are made of top quality FDA approved raw materials, and they are microbiologically tested on a regular basis by accredited laboratories. They are also subject to periodical global migration tests and heavy metal content tests.
We hold the following internationally recognized quality certifications: IFS Pac Secure, FDA certified, HACCP, ISO:9001 , SQF Level 2.
Production operates 24 hours, 7 days a week, with high-output equipment that allows us to respond to unanticipated demand with large production runs in a short period of time.
Our product offering is proudly flexible as well – from sustainable to traditional foodservice packaging; from stock, to custom; to new product development offerings; from standard to branded products – we’re confident to meet our customers’ different and evolving needs.
Finally, we work with our customers to accommodate their order minimums to reflect the constraints in their business. Certain stock products are available in smaller quantities. We invite you to contact us for more information.
We are committed to delivering best value to our customers through a 360° experience. Our reliable & committed service, flexible offering, quality products, sustainability initiatives, and vertical integration advantages cover all bases for our customers’ needs to be met with care and precision.

Stone has been a reliable partner for years, delivering great value and helping us to find the right solutions. We look forward to many more years of working with Stone.
Our awards
Award of Excellence
Supplier of the Year
VIP Partner Award
Diamond Award Winner
Platinum Award Winner
Preferred Vendor Partner
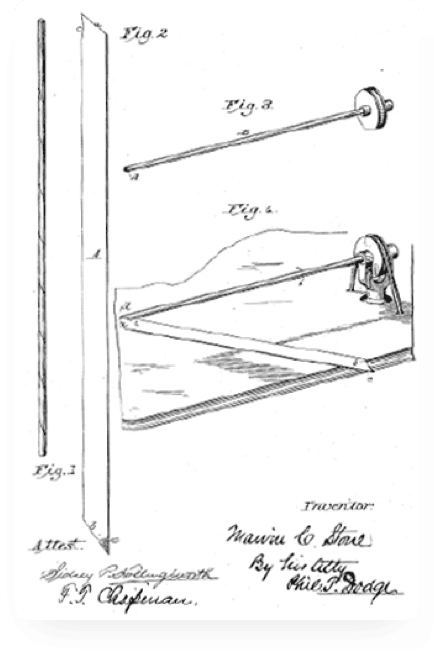
The history of the straw
Stone was named after Marvin Stone, the inventor of the drinking straw. His story holds a special place in Stone’s history.
1800's & 1900's

1900's & 2000's
Proudly part of the Amhil packaging group

